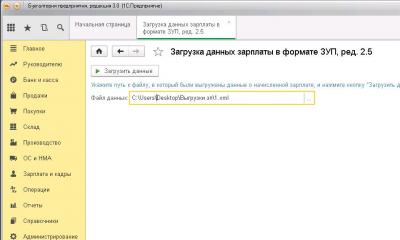
Aceste recomandări stabilesc prevederile de bază pentru organizarea, desfășurarea și înregistrarea rezultatelor inspecției la intrarea materiilor prime, materialelor, semifabricatelor, componentelor etc. (denumite în continuare produse) care provin de la furnizori către consumatori.
Recomandările au fost elaborate pentru a oferi asistență metodologică și practică specialiștilor întreprinderii în implementarea și utilizarea unui sistem de management al calității produselor bazat pe aplicarea standardelor internaționale din seria ISO 9000. Recomandările dezvăluie posibile abordări ale implementării clauzei GOST 40.9001-88 4.20 și GOST 24297.
Termeni și definiții conform MS ISO 8402-1;
1. DISPOZIȚII GENERALE
1.1. Controlul intrării trebuie înțeles ca
Controlul calității produselor furnizorului primite de consumator sau client și destinate utilizării la fabricarea, repararea sau operarea produselor.
1.2. Sarcinile principale ale controlului de intrare pot fi:
Obținerea cu mare fiabilitate a unei evaluări a calității produselor supuse controlului;
Asigurarea recunoașterii reciproce neechivoce a rezultatelor evaluării calității produsului de către furnizor și consumator, realizată folosind aceleași metode și aceleași planuri de control;
Stabilirea conformității calității produsului cu cerințele stabilite pentru a depune în timp util reclamațiile către furnizori, precum și pentru a lucra prompt cu furnizorii pentru a asigura nivelul necesar de calitate a produsului;
Prevenirea lansării în producție sau repararea produselor care nu îndeplinesc cerințele stabilite, precum și protocoalele de autorizare în conformitate cu GOST 2.124.
1.3. Decizia privind necesitatea introducerii, înăspririi, slăbirii sau anulării controlului la intrare este luată de consumator pe baza caracteristicilor, naturii și scopului produsului sau a rezultatelor controlului primit al produsului în perioada trecută sau a rezultatelor operațiunii acestuia. (consum).
1.9. Pe baza scopului inspecției de intrare, consumatorul o poate efectua imediat înainte de lansarea produsului în producție (totuși, în perioada de garanție) și numai în acele puncte ale cerințelor din documentația normativă și tehnică care sunt importante pentru un anumit tip de produs și care sunt reflectate în Lista de inspecție de intrare pentru acesta. În plus, în „Lista” este recomandabil să se indice porțiunea minimă admisă din perioada de valabilitate garantată a produselor controlate rămasă în momentul inspecției de intrare, determinată pe baza duratei ciclului de fabricație a produsului, ținând cont de necesitatea pentru a asigura perioadele de garanție necesare pentru depozitarea și funcționarea acestuia.
1.10. În cazul în care este necesar, consumatorul poate efectua verificări suplimentare ale produselor neprevăzute în documentația normativă pentru produse, dacă condițiile și regimurile specificate prin metodele de inspecții suplimentare nu le depășesc pe cele stabilite în documentația normativă pentru produse. În acest caz, nu este necesară coordonarea acestor metode cu furnizorul și reprezentantul consumatorului. În cazul în care rezultatele verificărilor suplimentare sunt negative, nu va fi depusă nicio reclamație furnizorului.
Testarea suplimentară efectuată de consumator vă permite să identificați articolele potențial nesigure pentru un anumit produs și să le respingeți în mod proactiv.
În timpul inspecției de intrare, este permisă efectuarea instruirii produselor în condițiile și modurile prevăzute de documentația normativă și tehnică. În acest caz, este necesar să se stipuleze acest lucru în lista de produse.
1.11. Se recomandă ca inspecția la intrare să fie efectuată conform parametrilor (cerințelor) stabiliți în documentația tehnică pentru produsele inspectate. Inspecția la intrarea produselor conform parametrilor nestabiliți în documentația tehnică, acordurile sau contractele de furnizare poate fi efectuată de către consumator fără acord cu furnizorul în scopuri proprii interne, fără dreptul de a face pretenții asupra acestora către furnizor.
1.12. Se recomandă stabilirea gamei de produse, a parametrilor (cerințe) controlați, a tipului și a planurilor de control în lista produselor supuse controlului de intrare.
1.12.1. Gama de produse supuse controlului de intrare poate fi determinată dintr-un caiet de sarcini consolidat de producție sau dintr-o listă de produse achiziționate inclusă în documentația de proiectare.
1.12.2. Gama de materii prime, materiale și semifabricate supuse controlului de intrare poate fi determinată conform caietului de sarcini consolidat de producție inclus în documentația tehnologică și ajustată anual de către dezvoltatorul produsului pe măsură ce sunt aduse modificări în proiectarea și documentația tehnologică și aprobate de către inginerul sef al producatorului.
1.12.3. Lista produselor supuse controlului de intrare poate fi clasificată ca documente tehnice generale de reglementare care nu se referă la niciunul dintre sistemele de documentare existente. Lista de produse supuse controlului de intrare este elaborată de obicei pe baza cardurilor de control de intrare, a specificațiilor de producție sau a unei liste de produse achiziționate și a specificațiilor de producție pentru materii prime, materiale și semifabricate și formează baza reglementărilor de control de intrare.
2. TEHNOLOGIA CONTROLULUI INTRARILOR
2.1. Controlul primit asupra produselor trebuie să includă controlul:
calitatea produselor primite;
disponibilitatea documentației de însoțire care atestă calitatea și completitudinea produselor;
înregistrarea produselor inspectate în jurnalele contabile ().
2.2. Inspecția la intrare poate fi uneori efectuată în două etape:
în prima etapă, se efectuează o inspecție externă a produsului și disponibilitatea documentelor însoțitoare, inclusiv caracterul complet al acestuia;
în a doua etapă, verificarea caracteristicilor calitative ale produselor.
În cazul în care mijloacele de control sau măsurare, precum și metodele de control și testare, diferă de cele specificate în documentația tehnică, atunci consumatorul le alege pe ale sale și le coordonează cu furnizorul sau reprezentantul clientului pentru a asigura rezultate fără ambiguitate ale evaluării calității. a produsului.
3.3. La efectuarea inspecției de intrare, condițiile trebuie reglementate, după care inspecția poate fi efectuată.
Astfel de condiții includ, de exemplu, condițiile de temperatură, procesul de conservare, obținerea unei mase omogene sau compoziție uniformă, momentul in care produsul intră în modul de funcționare, rezistența la vibrații, uleiuri, detergenți, influența câmpurilor externe, umiditatea, presiunea atmosferică. , radiația solară, mediile agresive, timpul de reținere etc.
3.4. Lista mijloacelor de control utilizate, încercărilor și măsurătorilor, materialelor și reactivilor, precum și cerințele pentru acestea în timpul inspecției de intrare, trebuie să fie indicate în documentația tehnică a produsului sau în metodele de efectuare a inspecției.
3.5. Prețul de împărțire al mijloacelor de control, măsurare sau testare nu trebuie să fie mai mare de o abatere standard a parametrului controlat. În cazurile în care abaterea standard a parametrului controlat este necunoscută, puteți urma regula: valoarea diviziunii nu trebuie să depășească 1/6 din intervalul de toleranță al parametrului controlat.
4. METODE DE CONTROLUL INTRĂRILOR ȘI DE EVALUAREA CALITĂȚII PRODUSULUI
4.1. Inspecția primită a produselor poate fi continuă, selectivă sau continuă (vezi).
4.1.1. Cu control continuu, fiecare unitate de produs din lotul controlat este supusă controlului pentru a identifica unitățile de produs defecte și pentru a lua o decizie privind adecvarea produsului pentru lansarea în producție. Se recomandă prescrierea unui control continuu în cazurile în care este fezabil din punct de vedere tehnic și economic, iar produsele sunt fragmentate. Utilizarea controlului continuu trebuie indicată în documentația tehnică pentru produse în secțiunile „Acceptare”. În timpul controlului continuu, pot fi prezentate atât un lot complet format de produse, cât și unități individuale de produse în producție unică și la scară mică.
4.1.2. În timpul controlului aleator, probele (probe) sunt prelevate aleatoriu din lotul controlat de produse în conformitate cu planul de eșantionare, iar pe baza rezultatelor controlului se ia o decizie cu privire la întregul lot controlat de produse.
În timpul controlului selectiv, numai un lot format complet de produse (atât bucăți cât și fără formă) poate fi prezentat pentru inspecție.
Nota . Nu este permisă prelevarea de mostre sau probe până când nu a fost prezentat un lot complet format de produse.
Regulile pentru selectarea unităților de produs pentru eșantion sunt în conformitate cu GOST 18321.
4.1.3. Cu control continuu, fiecare unitate de produs este supusă controlului în succesiunea în care sunt produse până la obținerea numărului de unități utilizabile de produs stabilit prin planul de control. După aceasta, controlul continuu este oprit și trec la control selectiv (produse piese).
4.2. Planurile de eșantionare trebuie convenite între furnizor și client și stabilite în strictă conformitate cu cerințele standardelor naționale sau ISO pentru inspecția de acceptare statistică.
4.2.1. Când atribuiți planuri de inspecție primite pe baza unui criteriu alternativ, ar trebui să utilizați GOST 18242, GOST 16493, GOST 24660 sau MS ISO 2859/0÷3.
4.2.2. Când atribuiți planuri de inspecție primite pe baza criteriilor cantitative, ar trebui să utilizați GOST 20736 sau MS ISO 3951.
4.2.3. Când atribuiți planuri de inspecție continuă, ar trebui să utilizați ST SEV 293-76.
4.2.4. Instrucțiunile pentru asigurarea și selectarea unei metode și a planurilor de eșantionare sunt prevăzute în RD 50-605, R 50-110, R 50-601-32.
4.3. Se recomandă să se ia o decizie privind conformitatea sau neconformitatea calității produsului cu cerințele stabilite pentru fiecare lot controlat separat.
4.4. Furnizorul și consumatorul, atunci când convin și stabilesc planuri de control la intrare (dacă aceste planuri nu sunt stabilite în documentația tehnică a produselor), pot stabili procedura de compensare a pierderilor din produse defecte sau incomplete dacă aceasta este descoperită de consumator în cursul controlul de intrare sau în timpul procesului de producție.
4.5. La retrimiterea produselor pentru inspecție, se recomandă indicarea în documentația de însoțire a motivelor pentru care a fost respins (sau returnat furnizorului) la prima prezentare, astfel încât controlorul să plătească atenție deosebită asupra caracteristicilor din cauza cărora a fost respins (sau returnat furnizorului).
Planurile de eșantionare pentru prezentarea repetată a produselor pentru controlul intrărilor trebuie să fie aceleași ca și pentru prima prezentare (și să nu se recurgă la regula „dublerii eșantionului sau mărimii eșantionului”) în cazul utilizării planurilor în două etape.
4.6. În practică, adesea apar situații când este important nu numai să se ia o decizie cu privire la acceptarea sau respingerea unui lot de produse, ci și să cunoască nivelul real de defectivitate a acestuia, întrucât nivelul defectelor caracterizează calitatea lotului de produse. . Cu cât nivelul defectelor dintr-un lot este mai scăzut, cu atât este mai mare calitatea acestuia.
Nivelul defectelor poate fi exprimat ca procent de unități de producție defecte, determinat din raportul:
Numărul de defecte la o sută de unități de producție, determinat din raportul:
Primul raport se recomanda a fi folosit atunci cand este suficient sa se stabileasca doar numarul de unitati defecte de produse din cele inspectate. În acest caz, o unitate de produs este considerată defectă dacă are cel puțin un defect.
Al doilea raport este recomandat a fi utilizat atunci când este important să se stabilească numărul de defecte în unitățile de producție inspectate, dacă pot exista unul sau mai multe defecte într-o unitate de producție. În acest caz, fiecare neconformitate individuală a produsului cu cerințele stabilite ar trebui considerată un defect.
4.6.1. Nivelul defectului poate fi de intrare și de ieșire. Este important ca consumatorul să cunoască nivelul de intrare al defectelor, care este înțeles ca nivelul defectelor dintr-un lot sau flux de produse care intră sub control pe un anumit interval de timp.
4.6.2. O idee mai fiabilă a calității produsului va fi oferită de nivelul mediu de defect de intrare, determinat pe baza rezultatelor inspecției mai multor loturi.
Nivelul mediu de defect de intrare caracterizează calitatea produselor furnizate și este determinat de capacitățile tehnice de producție și nu depinde de planul de control adoptat.
Valoarea nivelului mediu de defectivitate de intrare poate fi obținută din rezultatele inspecției continue sau selective a mai multor loturi de produse prezentate spre inspecție conform formulelor date în clauza 4.6.
4.6.3. Valoarea nivelului mediu de defectivitate de intrare poate fi utilizată ca valoare inițială pentru a justifica și selecta nivelul de defectivitate de acceptare ( AQL).
AQL reprezintă valoarea nivelului defectului la care sunt de acord atât furnizorul, cât și consumatorul și care servește drept bază pentru determinarea standardului de control pentru planurile de inspecție selectivă la intrare.
4.6.4. Nivelul mediu al defectelor de intrare trebuie să fie mai mic decât AQL ,. Prin urmare, furnizorul trebuie să se asigure că nivelul mediu de defecte de intrare nu depășește valoarea specificată AQL . Pe măsură ce nivelul mediu al defectelor de intrare crește, furnizorul va suferi pierderi din returnarea produselor și respingerea produsului. AQL determină gradul de rigoare (rigiditate) controlului prelevarii.
5. ÎNREGISTRAREA REZULTATELOR CONTROLULUI INTRARILOR
5.1. Pe baza rezultatelor inspecției primite, se recomandă să se întocmească o concluzie cu privire la conformitatea produsului cu cerințele stabilite și să se completeze un jurnal de bord pentru înregistrarea rezultatelor inspecției primite ().
5.2. Inspectorul trebuie să verifice cu atenție datele protocolului de control, analiză sau testare cu documentația tehnică a produsului și, în documentele însoțitoare pentru produs, să noteze despre inspecția primită și rezultatele acesteia, să marcheze (marca) produsul, dacă acest lucru este prevăzut în lista produselor supuse inspecției de intrare.
5.3. Dacă produsul îndeplinește cerințele stabilite, departamentul de control de intrare ia decizia de a-l transfera în producție.
În cazul în care este detectată o livrare defectă sau incompletă a produselor, unitatea de control de intrare întocmește un raport privind livrarea defectuoasă sau incompletă ().
5.4. Firma furnizor, după ce a primit un raport de reclamație, efectuează cercetările necesare privind motivele nerespectării de către produs a cerințelor documentației tehnice și de reglementare, este de acord cu consumatorul și transmite consumatorului un raport de cercetare care indică măsurile luate pentru eliminarea motive notate în plângere cu o concluzie privind eficacitatea măsurilor luate.
5.5. Departamentul de control al calității trebuie să informeze în mod sistematic furnizorul cu privire la rezultatele inspecției primite.
Furnizorul, de comun acord cu consumatorul, dezvoltă și implementează măsuri care vizează îmbunătățirea calității produsului.
5.6. Pe baza datelor privind nivelul real de calitate al produselor furnizate acumulate de departamentul de control de intrare, OGK, OGT, OMTS etc., Departamentele de Control al Calității fac, în modul prescris, propuneri de îmbunătățire a nivelului calității acestora și, dacă este necesar , revizuirea documentației normative și tehnice.
Propunerile și cererile de revizuire a documentației de reglementare și tehnică a văii trebuie să fie marcate: „pe baza rezultatelor inspecției de intrare”.
5.7. În cazul în care produsele sunt respinse în atelier din vina furnizorului (defect ascuns), se întocmește un proces-verbal de defect () conform căruia produsele sunt trimise la camera de izolare a defecte împreună cu procesele verbale de defecte semnate de conducătorii atelierului și de maistru. a unității de control de intrare.
5.8. Răspunderea pentru defectele produse în timpul producției care nu au trecut de acceptarea externă sau au fost respinse de departamentul de control al calității revine angajaților din depozit care au dat ordinul de lansare a acestor produse în producție.
5.9. Pe baza rezultatelor inspecției primite, consumatorul, dacă este necesar, informează organismul teritorial al Standardului de Stat al Rusiei de la locația companiei furnizoare despre nerespectarea produselor cu cerințele stabilite pentru a lua măsuri în în conformitate cu funcțiile care le sunt atribuite (Anexa 2, GOST 24297).
Întrebare: Cine ar trebui să efectueze inspecția la intrarea materialelor care sosesc pe șantier?
Răspuns: Efectuarea inspecției la intrare a structurilor, materialelor, produselor și echipamentelor de construcție care sosesc pe șantier este responsabilitatea antreprenorului de construcții (clauza 6.3.7 OR-03.100.50-KTN-176-10). În conformitate cu clauza 6.7.1.4 RD-03.120.10-KTN-038-07, înregistrările în care sunt înregistrate rezultatele controlului și deciziile privind produsele care au trecut procedura de control la intrare trebuie păstrate în conformitate cu formularele stabilite. Formularul 3.3 din partea II a VSN 012-88 prevede semnarea unui raport privind rezultatele verificării produselor pentru conformitatea cu documentația tehnică de către o comisie formată dintr-un reprezentant al organizației de construcții, un reprezentant al serviciului de control al calității al generalului. antreprenor (clauzele 6.3.1-6.3.2 OR-03.100.50-KTN -176-10) și reprezentantul clientului. De asemenea, la inspecția de intrare participă un reprezentant al controlului construcției desemnat acestei unități în volumele indicate în Tabelul 1 OR-91.200.00-KTN-041-10.
Întrebare: Nivelul de calificare necesar al specialiștilor inspectori ai contractantului?
Răspuns:În conformitate cu clauza 6.7.1.4 RD-03.120.10-KTN-038-07, nivelul de calificare solicitat al specialiștilor inspectori care sosesc (pregătire în centre de formare specializate, certificare, pregătire internă) trebuie stabilit în proceduri documentate (hărți tehnologice) reglementând efectuarea inspecției la intrare. Dovezile documentare că specialiștii au calificările necesare (originale sau copii certificate ale certificatelor, protocoale de certificare) trebuie să fie amplasate la șantier. Specialiștii Antreprenorului care efectuează inspecția vizuală și de măsurare la intrare pe șantier trebuie să fie atestați în conformitate cu Regulile de Certificare a Personalului în Domeniul Încercării Nedistructive (PB 03-440-02) și să aibă un nivel de calificare de cel puțin II. .
Întrebare: Utilizarea materialelor și echipamentelor este permisă în următoarele condiții?
Răspuns: Aceștia sunt supuși procedurii de control la intrare cu înregistrarea corespondentului documentatie executivași marcarea produsului cu litera „P” - potrivit (Tabelul 1 OR-91.200.00-KTN-041-10).
Întrebare: Este permisă utilizarea țevilor, a pieselor de conectare a conductelor, a supapelor de închidere și a materialelor de sudură în absența mărcilor, marcajelor și certificatelor?
Răspuns: Nu este permis (clauza 6.1.1, RD-25.160.00-KTN-011-10, clauza 3.2, OR-08.00-60.30.00-KTN-027-2-05, tabelul 1 OR-91.200.00-KTN -041 -10).
Întrebare: Ce ar trebui să conțină cardurile de proces de inspecție primite?
Răspuns:În conformitate cu clauza 6.7.1.2 RD-03.120.10-KTN-038-07, cardurile de proces de inspecție primite (în funcție de tipul de produs) trebuie să conțină:
Locul controlului de intrare;
Parametri controlați;
Metode de control;
Criterii de acceptare a produsului;
Erorile permise (erorile de măsurare permise în timpul controlului măsurării trebuie să respecte cerințele RD 03-606-03);
Denumirile documentelor de reglementare care stabilesc cerințele produselor;
Instrumente de măsurare utilizate;
Mărimea eșantionului și metodele de eșantionare (dacă este necesar);
Responsabilitatea pentru efectuarea inspecției primite și luarea deciziilor pe baza rezultatelor acesteia;
Formulare de înregistrări care înregistrează rezultatele inspecției de intrare și deciziile privind produsele care au trecut procedura de inspecție de intrare;
Forme de înregistrări care descriu natura neconformităților identificate și acțiunile ulterioare întreprinse în legătură cu produsul.
Întrebare: Ce sunt incluse în hărțile tehnologice pentru inspecția de intrare?
Răspuns:În conformitate cu clauza 6.7.1.2 RD-03.120.10-KTN-038-07, cardurile de proces de inspecție primite trebuie incluse în PPR.
Întrebare: Ce se face cu materialele și echipamentele care nu trec inspecția de intrare?
Răspuns:În conformitate cu clauza 6.7.1.5 RD-03.120.10-KTN-038-07, produsele care nu au trecut controlul de intrare trebuie identificate în mod corespunzător și separate de produsele acceptabile. Identificarea trebuie efectuată: prin aplicarea de marcaje adecvate produselor neconforme sau celor care nu au trecut de controlul de intrare, sau prin depozitarea acestora într-un loc desemnat ca unitate de izolare a defectelor. Izolatorul defect trebuie să fie indicat pe planul general de construcție.
Întrebare: Ce dispozitive și instrumente pot fi folosite pentru a efectua inspecția la intrare?
Răspuns: Pentru a efectua controlul calității primite al produselor și materialelor, trebuie utilizate dispozitivele și instrumentele specificate în clauze. 6.3-6.5 OR-91.200.00-KTN-284-09 „Certificat echipamente tehnice ale laboratoarelor de control al calității și serviciilor de supraveghere tehnică pe șantiere ale AK Transneft OJSC.”
Întrebare: Ce documente trebuie anexate la Certificatul de acceptare a structurilor metalice pentru montaj?
Răspuns:În conformitate cu clauza 5.4.4 din PB 03-605-03, la certificatul de acceptare a structurilor metalice pentru instalare trebuie anexate următoarele: desene de lucru ale desenelor de proiect ale producătorului; extrase de preluare (expediere); protocol de calitate privind proiectarea rezervorului#M12293 1 901865908 2028685173 4294957326 2688022136 2691969836 747705066 786095256 4294919604#S
Întrebare: Volum și parametri controlați ai tablei pentru structurile principale ale rezervoarelor. Ce document confirmă faptul inspecției de intrare?
Răspuns:În conformitate cu Tabelul 1 OR-91.200.00-KTN-041-10, parametrii controlați ai produselor din tablă în timpul inspecției de intrare sunt următorii: muchii de tăiere pentru sudare; grosimea foii; calitatea suprafeței foilor (fără a depăși parametrii de adâncituri, tăieturi, scară și alte cerințe de reglementare); calitatea marginilor tablei (absența neregulilor, bavurilor, crestăturii și blocajelor care depășesc 1 mm); spațiu liber între șablon (2 m lungime de-a lungul unui arc și a unei suprafețe îndoite). Domeniul de control: pentru foile de perete - 100% din fiecare foaie pentru respectarea parametrilor de proiectare (KMD), pentru foile altor structuri - 100% control vizual al măsurătorilor de către antreprenor și 5% control dublu. Dacă există o nepotrivire, controlul dublu este mărit de 2 ori.
În conformitate cu clauza 2.7.6 RD-23.020.00-KTN-079-09 abateri maxime dimensiuni liniareși formele pieselor care asigură asamblarea structurilor în timpul instalării trebuie să fie indicate în desenele de lucru, dar să nu depășească valorile specificate în Tabelul 2.10. Abateri limită structurile care nu sunt enumerate în tabelul 2.10 vor fi acceptate conform PB 03-605-03.
Tabel 2.10 - Abateri maxime ale structurilor rezervoarelor instalate folosind metoda de asamblare foaie cu foaie
control intrare mărfuri depozit
Controlul de intrare ar trebui înțeles ca un set de măsuri de evaluare a calității produselor care intră în întreprindere, destinate utilizării în unități de producție periculoase.
Materialele, componentele și echipamentele nu pot fi aprobate pentru utilizare în absența documentelor care confirmă calitatea fabricării lor și conformitatea cu cerințele de reglementare și tehnice.
Controlul de intrare este un element al sistemului de siguranță industrială.
Scopul inspecției primite este de a stabili conformitatea calității produsului cu cerințele stabilite din Regulile pentru funcționarea în siguranță a instalațiilor întreprinderii și cerințele de reglementare pentru produse.
Există trei tipuri de control de intrare: ieșire (acceptare), control interoperațional și de intrare - verificarea materiilor prime și a componentelor pentru conformitatea cu standardele și cerințele de calitate. Efectuarea unei analize constante a calității materialelor și a materiilor prime furnizate întreprinderii ne permite să realizăm produse de înaltă calitate.
Controlul de intrare este:
· selectiv - se verifică calitatea mai multor mostre de produse dintr-un lot, în baza rezultatelor cărora se trage o concluzie despre calitatea întregului lot;
· continuu - toate produsele trec inspecția fără excepție;
· statistic - preventiv, realizat conform procesului tehnologic, iar scopul său principal este prevenirea probabilității apariției defectelor.
În timpul inspecției, nota sa este luată ca măsură a calității produsului, și anume, clasificarea calitativă a produsului în funcție de indicatori (sau un indicator) care sunt stabiliți prin standarde. Unele tipuri de mărfuri nu sunt clasificate după grad, dar sunt definite ca improprii și adecvate. Clasificarea produselor după grad se realizează cel mai adesea în funcție de prezența sau absența defectelor aspectși mai rar – pentru alte abateri. Defectele externe, la rândul lor, sunt împărțite în inacceptabile și acceptabile. Produsele cu defecte inacceptabile sunt respinse. Defectele admisibile și cantitatea acestora sunt specificate în standardele pentru un anumit tip de produs.
Sarcinile principale ale controlului de intrare:
Obținerea, cu mare probabilitate, a unei evaluări a calității mărfurilor prezentate pentru inspecție;
Asigurarea recunoașterii fără ambiguitate a rezultatelor controlului calității mărfurilor atât de către furnizor, cât și de către consumator, efectuată folosind aceleași metode și planuri de testare;
Stabilirea conformității calității mărfurilor cu anumite cerințe, astfel încât, în caz de nerespectare, să depună în timp util reclamațiile către furnizori, precum și să desfășoare lucrări prompte cu furnizorii pentru a asigura nivelul normal de calitate al mărfurilor;
Preveniți lansarea reparațiilor sau producția de produse care nu îndeplinesc cerințele, standardele și, de asemenea, nu respectă GOST.
Produsele, materiile prime și consumabilele acceptate de departamentul de control al calității furnizorului și primite de consumatori în prezența documentelor de însoțire întocmite în mod corespunzător sunt supuse controlului de intrare. Dacă nu există documentație de însoțire care să ateste calitatea corespunzătoare a mărfurilor și caracterul complet al acestora, dar acestea sunt necesare pentru nevoile de producție, utilizarea lor este permisă după acordul cu departamentul de proiectare după verificarea conformității mărfurilor cu documentația tehnică și normativă națională și un se întocmește raport privind completitudinea și calitatea efectivă a mărfurilor, iar documentele lipsă sunt indicate și în act.
Toate bunurile, materiile prime și consumabilele primite de la furnizor, până la inspecție, trebuie depozitate separat de alte produse, respinse sau acceptate. Inspecția poate fi efectuată în momentul primirii sau când produsul este pus în producție, principalul lucru este că perioada de garanție a acestuia nu a expirat. Dacă termenul de valabilitate al produsului a expirat, acesta este supus reinspectării, chiar dacă a fost inspectat și testat anterior. Numai după aceasta se poate lua o decizie cu privire la posibilitatea utilizării sale ulterioare în producție.
Necesitatea introducerii, slăbirii, anulării sau înăspririi controlului la intrare este acceptată de către consumator, pe baza caracteristicilor, scopului și naturii produsului, pe baza rezultatelor inspecției din perioada anterioară, sau a consumului (funcționării) acestuia. În timpul inspecției, bunurile respinse sunt marcate ca defecte și depozitate într-o cameră specială de izolare până la rezolvarea problemei dintre consumator și furnizor.
Dacă este necesar, consumatorul poate efectua verificări suplimentare ale bunurilor care nu sunt prevăzute în documentația normativă a produsului, cu condiția ca regimurile și condițiile specificate în modalitățile de efectuare a verificărilor suplimentare să nu le depășească pe cele stabilite în documentul normativ pentru produs. În acest caz, metodele nu trebuie să fie convenite între furnizor și consumator. Dacă verificările suplimentare arată un rezultat negativ, nu se depune reclamație furnizorului. Testarea suplimentară de către consumator face posibilă identificarea elementelor potențial nesigure pentru un anumit tip de produs și respingerea lor în avans. De asemenea, la verificarea produselor de la un furnizor, este permisă instruirea acestora în modurile și condițiile prevăzute în documentația normativă și tehnică. Acest lucru trebuie specificat în prealabil în lista de produse.
Controlul de intrare al mărfurilor implică verificarea:
Calitatea produselor livrate;
Disponibilitatea documentelor de însoțire stabilite care atestă integralitatea și calitatea produselor;
Produsele inspectate sunt înregistrate în jurnalele contabile speciale.
Pe baza rezultatelor inspecției, consumatorul fie permite utilizarea ulterioară a produsului, fie, în cazul în care produsul nu îndeplinește cerințele, informează divizia teritorială a Gosstandart din Rusia la locul în care se află furnizorul pentru acțiuni ulterioare.
În funcție de compoziția instalațiilor de producție periculoase, întreprinderea trebuie să întocmească o listă a produselor supuse controlului de intrare. Pentru produsele standard se recomanda intocmirea de planuri (scheme) standard si tipuri de control, pe baza carora se pot intocmi planuri individuale si tipuri de control pentru produse cu cerinte specifice.
Într-o formă detaliată, lista poate conține:
a) denumirea și tipul produsului, inclusiv cele supuse certificării obligatorii;
b) o listă a documentației de reglementare, ale căror cerințe trebuie să le respecte produsul;
d) parametri controlați sau puncte de documentație de reglementare în care sunt stabiliți acești parametri;
e) mijloace de măsurare a parametrilor și disponibilitatea acestor mijloace la întreprindere sau la departamentele de service implicate;
f) perioada de garanție pentru utilizarea produsului;
g) instrucțiuni privind etichetarea produsului pe baza rezultatelor inspecției primite;
h) consumul cantitativ admisibil de produse (din lot) la utilizarea metodelor de control distructiv (resursa consumabila).
Implementarea controlului de intrare trebuie să fie asigurată:
a) set complet documentație de reglementare pentru tipurile relevante de produse;
b) echipamente și instrumente de control și măsurare, standuri de încercare, asigurându-se verificarea metrologică la timp a acestora în conformitate cu cerințele;
c) metode de testare bazate pe cerințele standardelor relevante sau instrucțiunilor producătorilor pentru testarea echipamentelor și dispozitivelor;
G) planuri standard control pentru anumite tipuri de produse;
e) prezența unor specialiști autorizați pentru tipul de control relevant.
Inspecția la intrare se efectuează conform parametrilor (cerințelor) stabiliți în documentația de reglementare a produsului. Inspecția primită a produselor în conformitate cu parametrii care nu sunt stabiliți în documentația de reglementare, precum și în acordurile de furnizare (contracte), poate fi efectuată de o întreprindere în scopuri proprii fără acord cu furnizorul, dar fără dreptul de a face pretenții împotriva furnizorului. .
În cazurile de dezacord cu furnizorul în ceea ce privește evaluarea calității produsului, inspecția la intrare trebuie efectuată conform metodelor convenite.
Pe baza scopului inspecției de intrare, o întreprindere o poate efectua atât în stadiul de primire la depozit, cât și imediat înainte de utilizare în scopul său, cu toate acestea, în perioada de garanție și numai pentru acele puncte ale cerințelor documentației de reglementare care sunt importante pentru un anumit tip de produs.
Produsele depozitate în depozite trebuie să fie prevăzute cu condiții de menținere a caracteristicilor tehnice ale acestora. În cazul utilizării directe, inspecția repetată la intrare trebuie efectuată într-o măsură limitată: verificarea documentației, inspecție vizuală.
Formele organizaționale de control de intrare se bazează pe formele existente organizarea procesului de producție și implică participarea, în funcție de tipul de produs controlat, a următoarelor divizii funcționale ale întreprinderii:
OMTS - departament logistica;
OKO - departament achiziții echipamente;
OKS - departament constructii capitale;
OGM - departament mecanic șef;
OTN - departament supervizare tehnică;
OGE - departamentul inginer-sef energetic;
Compartiment instrumentație și control echipamente - departamentul instrumente de control și măsură;
LIiST - laboratoare de testare, inclusiv metode de testare nedistructivă, și standuri pentru echipamente și dispozitive de testare;
RMP - productie reparatii mecanice;
SMiO - depozite pentru materiale si echipamente;
YUS - serviciu juridic;
SVED - serviciu pentru activitatea economică externă;
TPU - productie si instalatii tehnologice.
Opțiunile de organizare a acestor divizii, subordonarea lor administrativă și funcțiile îndeplinite la o anumită întreprindere pot fi diferite.
Atunci când se dezvoltă sistemul de control al intrării unei întreprinderi, ar trebui să se țină seama de faptul că capacitățile de control ale unei varietăți de produse sunt limitate și ar trebui să se utilizeze posibilitățile de acceptare externă a anumitor tipuri de produse direct la întreprinderile de producție, în special pentru produse complexe și cu cerințe speciale, care trebuie stipulate în contractul de furnizare. Lucrările privind controlul calității produselor primite pot fi transferate către departamentele de servicii ale întreprinderii, organizații specializate independente sau laboratoare certificate pe baza unui contract.
Atunci când se dezvoltă funcțiile (responsabilitățile) artiștilor executanți, ar trebui, de asemenea, furnizate date-țintă pentru finalizarea anumitor tipuri de lucrări privind controlul de intrare.
Sarcina principală a controlului de intrare este de a preveni utilizarea materialelor, componentelor și echipamentelor care nu îndeplinesc cerințele documentației de reglementare, tehnice și de proiectare în timpul fabricării, instalării, reparației și reconstrucției dispozitivelor tehnice utilizate într-o unitate de producție periculoasă.
Inspecția la intrare se efectuează conform parametrilor (cerințelor) și metodelor stabilite în documentația de reglementare, tehnică și/sau de proiectare pentru produsele și materialele inspectate, precum și conform protocoalelor de aprobare pentru produsele furnizate.
Pe baza rezultatelor inspecției primite, se iau decizii privind adecvarea produselor pentru utilizare sau respingerea acestora cu depunerea de reclamații împotriva furnizorului sau organizațiilor de transport.
Sarcinile tehnologice ale controlului intrării produselor care ajung la întreprindere sunt:
a) verificarea disponibilității documentației de însoțire prevăzute în RD (autorizații de utilizare, certificate de conformitate pentru produsele supuse certificării obligatorii, certificate pentru materiale și componente, pașapoarte, instrucțiuni, desene, liste de picking, liste de ambalare);
b) verificarea caracterului complet al datelor furnizate în documentația de însoțire pentru conformitatea acestor date cu cerințele regulilor, standardelor, specificatii tehniceși cerințele documentației de proiectare, cerințe speciale incluse în contractul de furnizare a produselor;
c) verificarea caracterului complet al materialelor primite pentru respectarea contractelor de furnizare, a listelor de ambalare, a listelor de picking și a desenelor; verificarea integritatii ambalajului si conservarii;
d) verificarea prezenței marcajelor din fabrică și a conformității acestora cu datele certificatului sau pașaportului pentru produs, precum și cu cerințele standardelor de stat sau din industrie;
e) efectuarea inspectiei vizuale si de masurare a materialelor si produselor in vederea identificarii eventualelor defecte de suprafata, avariilor, precum si verificarea conformitatii dimensiunilor geometrice si a abaterilor de forma cu cerintele RD si contractele de furnizare;
f) verificarea proprietăților materialelor și pieselor certificate în documentul de calitate folosind metode de testare nedistructivă și distructivă în cantitatea unui eșantion fiabil statistic sau a unui eșantion de arbitraj în conformitate cu GOST, TU sau alte ND;
g) înregistrarea rezultatelor inspecției primite și transferul informațiilor despre calitatea materialelor și produselor către serviciile și departamentele interesate ale întreprinderii;
h) executarea la timp a documentelor relevante pentru materialele și produsele care prezintă defecte identificate în timpul procesului de recepție și notificarea furnizorilor în termenele stabilite prin lege sau prin acord (contract) cu privire la nerespectarea produselor sau echipamentelor furnizate cu cerințele RD și aplicarea sancțiunilor furnizorilor conform prevederilor contractului;
i) controlul eliberării materialelor și produselor de calitatea cerută pentru executarea lucrărilor;
j) acumularea de date privind nivelul efectiv de calitate al produselor primite, elaborarea pe aceasta baza a propunerilor de imbunatatire a acestuia si, daca este cazul, revizuirea cerintelor documentatiei de reglementare sau a propunerilor de selectie a furnizorilor;
k) monitorizarea periodică a respectării regulilor de depozitare a produselor și de efectuare a operațiunilor de încărcare și descărcare;
l) înregistrarea și stocarea rezultatelor inspecției primite.
Formele organizaționale de control de intrare ar trebui să se concentreze pe minimizarea fluxului de documente și, dacă este posibil, utilizarea tehnologiilor informatice în pregătirea, procesarea și stocarea documentelor de control primite.
La intrarea inspectiei se folosesc atat documente general acceptate (certificate de acceptare pentru cantitatea si calitatea produselor, jurnalele contabile de depozit, fisele de inregistrare depozit, facturi pentru circulatia marfurilor, concluzii privind testarea produselor), cat si cele nou introduse (cerinte tehnice, card de inspecție primit, hartă rută pentru mutarea probelor pentru testarea calității produsului).
În cazul în care întreprinderea nu dispune de un serviciu de control al intrărilor dedicat administrativ, îndeplinirea funcțiilor și sarcinilor de control al intrărilor este atribuită unei comisii permanente, a cărei componență se formează prin ordin al întreprinderii.
Dacă este necesar, lucrările comisiei includ specialiști OGE, specialiști în instrumentare și automatizare, o persoană dezinteresată (reprezentantul unei organizații terțe), reprezentanți ai altor servicii ale întreprinderii, un reprezentant al furnizorului, dacă acest lucru este prevăzut la contractul.
Pentru evaluarea instrumentală a calității produselor care sosesc la întreprindere, în activitatea de inspecție sunt implicate divizii ale întreprinderii sau organizații terțe capabile să efectueze lucrările necesare: inspecție cu măsurare vizuală, testare nedistructivă, analiză chimică și spectrală. de metal, încercări mecanice, încercări metalurgice și de coroziune, încercări materiale de sudură, echipamente și dispozitive de testare pe standuri.
Pentru a asigura un nivel adecvat de control de intrare, pregătirea pentru acesta trebuie efectuată în stadiul formării cererilor pentru materialele necesare, produse și echipamente. Din aplicațiile de atelier, AGO formează o cerere consolidată, ținând cont de cerințele tehnice ale solicitanților individuali. Baza formării cerințelor tehnice pentru materiale, produse sau echipamente sunt GOST, TU, cerințele pentru specificațiile tehnice pentru echipamente, cerințele regulilor Rostechnadzor pentru proiectarea și funcționarea în siguranță a produselor relevante, cerințele pentru documentația de proiectare sau reparare și alte documentații de reglementare. . În unele cazuri, este posibil să se impună cerințe mai stricte asupra produselor decât sunt stipulate în documentația de reglementare. La elaborarea cerințelor tehnice, trebuie avut în vedere faptul că majoritatea standardelor și a altor documente de reglementare au o structură ierarhică, deoarece au legături către alte documente din text.
La rezumarea cererilor magazinului și la formarea unei comenzi de întreprindere (OGM, OKO), precum și în etapa de pregătire legală a acordurilor de furnizare (contracte), cerințele tehnice trebuie incluse în contract ca parte integrantă a acestuia. În aceeași etapă, este recomandabil să se întocmească o hartă de control de intrare care să indice parametrii controlați. După ce s-au făcut aprobări cu furnizorul de produs și s-a întocmit un contract de furnizare, Cerințele Tehnice și Cardul de Control Intrare sunt transferate către serviciile de acceptare a produsului (OMTS, OKO, OKS).
În unele cazuri, acordul (contractul) ar trebui să includă o cerință ca furnizorul să accepte produsele de către client direct la locul de producție al furnizorului sau să aibă furnizorul prezent atunci când clientul acceptă produsele. Acest lucru este valabil mai ales pentru echipamentele complexe și critice, produsele cu cerințe sporite sau speciale și cazurile în care controalele adecvate nu sunt disponibile. În acest caz, procedura de control la intrare trebuie convenită cu furnizorul la încheierea contractului.
În etapa de acceptare a produselor pentru calitate, președintele comisiei de inspecție de intrare cheamă reprezentanții serviciilor tehnice ale întreprinderii, care, pe baza hărții de inspecție primite și a cerințelor tehnice, efectuează cantitatea de muncă necesară, inclusiv determinarea necesarului. eșantion reprezentativ din lotul de produse primit, marcarea locurilor de inspecție și probele de tăiere pentru testele sau cercetările necesare, întocmește o hartă a rutei pentru controlul produsului, care indică atelierele, zonele și serviciile întreprinderii care efectuează tăiere semifabricate pentru probe (RMP), fabricarea și marcarea probelor, testarea și examinarea probelor (laboratoare), precum și locul unde produsele controlate trebuie returnate după tăierea martorilor sau a probelor, după testele pe banc (pentru depozitare, restaurare, dezafectare sau alte necesități). Harta de control al rutei are scopul de a organiza și urmări trecerea procedurii de control de intrare pentru un anumit lot de produse.
Produsele primite pentru tăierea semifabricatelor și a probelor, precum și mostrele pentru testare, sunt înregistrate în jurnalele de primire a probelor de control de intrare ale unității de performanță corespunzătoare. Jurnalele indică numărul de înregistrare al produsului, natura sarcinii, marcarea probelor testate și rezultatele finale (concluziile) lucrării.
Pentru a efectua lucrări standard de tăiere și examinare a probelor, unitățile de executare trebuie să aibă instrucțiuni adecvate. Baza pentru elaborarea instrucțiunilor și formularelor pentru efectuarea unuia sau aceluia tip de muncă și emiterea concluziilor sunt GOST, TU și alte documente de reglementare relevante, ținând cont de caracteristicile echipamentelor și instrumentelor disponibile la întreprindere.
Rezultatele controlului vizual-măsurător și testării probelor sunt înscrise în fișa de inspecție primită cu semnăturile executanților. După verificarea datelor de control primite cu datele cerințelor tehnice, comisia ia o decizie cu privire la conformitatea/nerespectarea produsului cu cerințele tehnice. În cazul conformității produsului, pe certificatul (pașaportul) produsului se aplică un semn sau ștampilă „Control de intrare trecut” cu semnătura președintelui comisiei și se face o notă corespunzătoare în fișa de înregistrare pentru eliberarea produse. Produsele sunt emise din depozite către diviziile întreprinderii folosind facturi numai în formă etichetată și completate cu certificat de calitate a produsului sau pașaport pentru produsele furnizorului. În cazul nerespectării produsului cu aceste cerințe tehnice, comisia de control de intrare întocmește un certificat justificat de acceptare a produsului pentru calitate, care este transmis conducerii întreprinderii pentru luarea deciziilor privind formularea de reclamații sau reclamații valabile din punct de vedere juridic către furnizor.
Figura 1.1 Diagramă a operațiunilor de control al produsului primit (recomandat)
Astfel:
În cazul nerespectării produsului cu aceste cerințe tehnice, comisia pentru controlul intrărilor întocmește un certificat justificat de acceptare a produsului pentru calitate, care este transmis conducerii întreprinderii pentru luarea deciziilor privind formularea de reclamații sau reclamații valabile din punct de vedere juridic către furnizor. ;
Dacă furnizorul nu este de acord cu rezultatele inspecției primite de către client, se creează un comision extins cu prezența obligatorie a unui reprezentant al companiei furnizorului. Dacă este necesar, se efectuează teste de arbitraj ale produselor;
Dacă producătorul elimină defectele detectate și efectuează un control suplimentar, produsele pot fi acceptate;
Produsele primite de diviziile întreprinderii din depozite trebuie să fie înregistrate în fișele de înregistrare a materialelor și produselor ale departamentului împreună cu un certificat de calitate a produsului și depozitate în conformitate cu regulile de depozitare a produselor de tipul corespunzător în condiții care nu permit reclasificarea. Eliberarea produselor pentru fabricarea produselor, repararea sau munca de instalare se efectuează numai după verificarea datelor certificatului cu cerințele documentației tehnice pentru lucrare. O cerință similară trebuie îndeplinită de către organizațiile terțe care desfășoară activități la unitățile întreprinderii cu materiale și produse proprii;
La finalizarea lucrărilor de inspecție de intrare, cardul de inspecție de intrare, cerințele tehnice și harta rutei rămân depozitate în departamentul care a acceptat produsele.
Inspecția de intrare a produselor. General
În loc de GOST 24297-80
Acest standard stabilește prevederile de bază pentru organizarea, desfășurarea și înregistrarea rezultatelor inspecției la intrarea materiilor prime, materialelor, semifabricatelor și componentelor (denumite în continuare produse) utilizate pentru dezvoltarea, producerea, exploatarea și repararea instalațiilor industriale. produse.
Prevederi generale
1.1. Termenii utilizați în acest standard sunt în conformitate cu GOST 16504 și GOST 15895*.
1.2. Inspecția de intrare se efectuează la întreprinderi (asociații) și organizații care dezvoltă și fabrică produse industriale, precum și efectuează repararea acestora.
1.3. Inspecția de intrare este efectuată pentru a preveni lansarea în producție a produselor care nu îndeplinesc cerințele de proiectare și documentație tehnică de reglementare, contracte de furnizare și protocoale de autorizare în conformitate cu GOST 2.124 (denumite în continuare cerințele stabilite).
1.4. Controlul la intrare se efectuează conform parametrilor (cerințelor) și metodelor stabilite în documentația tehnică pentru produsele controlate, contractele de furnizare a acestora și protocoalele de autorizare.
1.5. Gama de produse, parametrii controlați (cerințe), tipul de control și dimensiunea eșantionului sunt determinate pe baza stabilității calității produselor furnizorilor, a gradului de dezvoltare a noilor tipuri de produse, a importanței acestui parametru (cerințe) pentru funcționarea produsului fabricat, și sunt stabilite în lista produselor supuse controlului intrărilor.
1.6. Secțiunile listei sunt dezvoltate:
1) servicii de proiectare ale întreprinderii - pentru produse destinate asamblarii;
2) servicii tehnologice ale întreprinderii - pentru materii prime, materiale și semifabricate.
1.7. Listele de produse supuse inspecției de intrare sunt convenite cu departamentul de control tehnic (QCD), serviciul metrologic, precum și cu Acceptarea de stat și (sau) reprezentantul clienților** și aprobate:
1) proiectant șef al întreprinderii de dezvoltare - la dezvoltarea prototipurilor de produse;
2) inginer sefîntreprinderi de consum - în timpul producției și reparațiilor.
1.8. Lista produselor supuse controlului de intrare trebuie să conțină:
1) denumirea, marca (numărul desenului) și tipul produsului controlat;
2) desemnarea documentației normative și tehnice ale căror cerințe trebuie să le îndeplinească produsul (detalii privind acordul de furnizare sau protocolul de autorizare);
3) parametri controlați (cerințe) sau clauze ale documentației de reglementare (acord, protocol de autorizare) în care sunt stabilite;
4) tipul de control, dimensiunea eșantionului sau eșantionului, standarde de control, reguli de autorizare;
5) instrumente de măsură sau ale acestora specificatii tehnice;
6) perioada de garanție;
7) instrucțiuni privind marcarea (ștampilarea) produselor pe baza rezultatelor inspecției primite;
8) consumul de resurse permis în timpul controlului de intrare (consumul de resurse ar trebui să fie minim).
Dacă este necesar, lista poate include cerințe sau instrucțiuni care reflectă caracteristicile produsului.
1.9. Controlul de intrare al produselor este stabilit continuu sau selectiv. La stabilirea controlului selectiv, planurile de control și regulile de recepție trebuie să respecte cele stabilite în specificațiile tehnice pentru produse.
Nota. Pentru produsele radio electrice cu indicele „OS”, este necesar un control continuu al intrării.
1.10. Dacă este necesar, consumatorul poate efectua verificări suplimentare ale produselor neprevăzute de cerințele stabilite. Sfera și metodele inspecțiilor sunt convenite între consumator și furnizor, precum și cu Biroul de Acceptare de Stat și (sau) reprezentanța clientului.
În timpul inspecției de intrare, este permisă efectuarea instruirii componentelor în condițiile și modurile prevăzute de documentația normativă și tehnică, în timp ce lista produselor supuse inspecției de intrare trebuie să conțină instrucțiuni corespunzătoare.
1.11. Documentatie tehnologica Procesele de inspecție primite în conformitate cu R 50-609-40 sunt dezvoltate de serviciile tehnologice ale întreprinderii în acord cu departamentul de control al calității, precum și cu biroul de acceptare de stat și (sau) reprezentarea clienților și aprobate de inginerul șef al întreprinderii.
1.12. Decizia de a înăspri, slăbi sau anula controlul la intrare este luată de consumator în acord cu Acceptarea de Stat și reprezentanța clientului pe baza rezultatelor controlului la intrare pentru perioada anterioară sau a rezultatelor exploatării (consumului) produsului.
Organizarea controlului de intrare
2.1. Inspecția de intrare este efectuată de unitatea de inspecție de intrare, care face parte din serviciul de control tehnic al întreprinderii (asociație).
2.2. Principalele sarcini ale controlului de intrare sunt:
1) verificarea disponibilității documentației de însoțire a produselor, atestând calitatea și completitudinea produselor;
2) controlul conformității calității și completității produselor cu cerințele de proiectare și documentație tehnică de reglementare și aplicarea acesteia în conformitate cu protocoalele de autorizare;
3) acumularea datelor statistice privind nivelul real de calitate al produselor rezultate și elaborarea pe această bază a propunerilor de îmbunătățire a calității și, dacă este cazul, revizuirea cerințelor documentației tehnice pentru produse;
4) monitorizarea periodică a respectării regulilor și a termenului de valabilitate a produselor furnizorilor.
2.3. Inspecția la intrare trebuie efectuată într-o încăpere (zonă) special desemnată, dotată cu mijloacele necesare de control, testare și echipamente de birou și, de asemenea, îndeplinind cerințele de siguranță a muncii.
Locurile de muncă și personalul care efectuează controlul la intrare trebuie să fie certificat în modul prescris.
Instrumentele de măsurare și echipamentele de testare utilizate în timpul inspecției de intrare sunt selectate în conformitate cu cerințele documentației normative și tehnice pentru produsele controlate și GOST 8.002***. Dacă mijloacele metrologice și metodele de control diferă de cele specificate în documentația tehnică, atunci consumatorul convine asupra caracteristicilor tehnice ale mijloacelor utilizate și metodelor de control cu furnizorul, Acceptarea de stat și (sau) reprezentanța clientului.
Pentru a efectua teste, inspecții și analize legate de inspecția de intrare, produsele pot fi transferate către alte departamente ale întreprinderii (laboratoare, stații de control și testare etc.).
Informații conexe.